Схема внедрения SMED.
![]()
Документирование исходного состояния.
Выполняется квалифицированными специалистами. Пример:
- Производство детали А
- Подготовка инструментов, материалов, документации 20%
- Демонтаж оснастки детали А 5%
- Монтаж оснастки детали Б 5%
- Наладка станка, ввод программы 20%
- Проверка качества детали А 45%
- Уборка рабочего места 5%
- Производство детали Б
На основе этой информации выполняется анализ возможностей оптимизации. Оборудование должно быть в исправном состоянии. В случае дефектности или износа – выполнить ремонт, так как SMED не внедряется для неисправного оборудования.
![]()
Выполнение процедур 5C.
- Сортировать вещи – все, что не потребуется в период 30 дней (например), убрать на склад.
- Соблюдать порядок – инструменты, тара, материалы в маркированных местах.
- Систематически чистить - оборудование подвергается профилактическому осмотру.
- Стандартизировать - обеспечить стандарты рабочего места.
- Совершенствовать – поддерживать и развивать систему.
![]()
Стандартизация процессов.
- Оптимальная последовательность работ
- Применение параллельных работ
- Обеспечение визуальными инструкциями
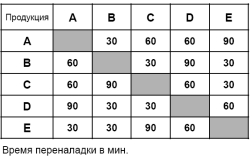
Для планирования программы производства удобно использовать матрицу переналадки. Эта информация учитывается в программном обеспечении класса АСУП/ ERP для оптимизации производительности.
![]()
Разделить внешнюю и внутреннюю переналадку.
- Внешняя - действия, выполняемые при включенном оборудовании.
подготовка инструментов, материалов
загрузка программ
работа с документацией
- Внутренняя - выполняется во время остановки оборудования.
![]()
![]()
Перенос действий из внутренней переналадки во внешнюю.
- Предварительный монтаж.
- Снятие/установка собранных блоков.
- Использование комбинированных подключений
![]()
![]()
Сокращение внутренней переналадки.
- Работа стандартными инструментами, приспособлениями.
- Использование быстрых разъемов.
- Шаблоны для регулировки
![]()
![]()
Сокращение внешней переналадки.
- Предварительная регулировка.
- Специализированные стеллажи для инструментов.
- Предварительная проверка.
![]()
![]()
Постоянно поддерживать и совершенствовать SMED.
- Переналадка должна проводиться наиболее способными сотрудниками, чьей задачей является постоянная оптимизация процессов переналадки.
- Постоянно прикладывать усилия - систематическая и упорная работа предпочтительнее «кавалерийского наскока».
- Если Вы хотите достигнуть нулевого времени переналадки, важны и секунды.
- Менеджмент уделяет должное внимание и готов отдать распоряжение о немедленном внедрении мероприятий, влекущих непосредственное сокращение продолжительности переналадки.
- Ориентировать работников для поддержания достигнутых результатов или дальнейшего сокращения времени.
- Поддерживать оборудование в хорошем состоянии. При повторяющихся сбоях одного и того же станка (например, за счет неполадок), мотивация к сокращению времени переналадки снижается.
Я думаю, что «Быстрая переналадка» (SMED) может принести неожиданные проблемы. Давайте рассмотрим ассортимент и производительность цеха.
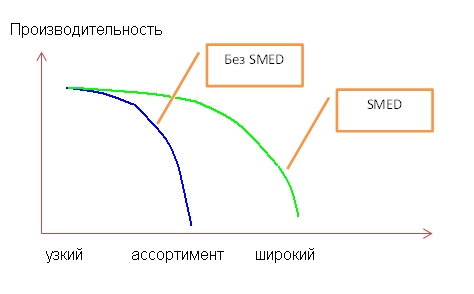
На первый взгляд, все хорошо. Появилась возможность уменьшать размер партий без серьезной потери производительности и расширять ассортимент. Однажды я даже услышал мнение руководителя цеха после «Lean» обучения – будем выпускать минимальную партию размером в один гофрокороб. А для скоростной поточной линии партия в один складской поддон была серьезно занижена!
Кроме снижения производительности с ростом ассортимента, возникают сложности:
- много комплектующих в цехе
- постоянное движение грузов из склада и обратно
- потеря управляемости
- снижение качества
- рост ошибок в документации
которые следует учитывать. Суммарный эффект от расширения ассортимента на основе SMED может быть негативный. Эффект от SMED без расширения ассортимента цеха – всегда положительный.

Поделиться с друзьями: