Баланс производительности.
Для практического проектирования производственной ячейки важно добиться соответствия производительностей различных рабочих мест и производительности ячейки в целом. Бережливые линии – это поступательные производственные линии, на которых оборудование размещено таким образом, чтобы стандартные производственные задачи можно было выполнять последовательно. Там, где это возможно, все процессы, необходимые для выпуска продукции, физически связаны с друг другом. Эта связь позволяет равномерно распределять, аккумулировать и синхронизировать рабочие задачи на протяжении всего производственного цикла. Каждый раз, когда продается единица продукции, вся линия приходит в движение, запуская вниз по цепочке производство следующей единицы. Бережливая линия устроена так, что все процессы происходят в ней с одинаковой скоростью. Поскольку продукты изготовляются по одной единице в один момент времени с одинаковым темпом, этот тип линии часто называют поточным (по сходству с жидкостью, протекающей в трубе).
Свойства производственной ячейки:
- Рабочие места сведены вместе в отдельном пространстве.
- Высокая степень обработки деталей.
- Самоуправление при групповой работе.
- Интеграция косвенных производственных функций.
- По виду это мелко – и среднесерийное производство.
- Выпуск одного продукта или похожей, однотипной продукции.
- 5 – 15 рабочих мест.
- Материалы подаются только на входе.
- Короткий производственный цикл.
- Коммуникация в ячейке прямая, простая;
- Командная работа, мотивирование видимым результатом на выходе.
Определение ресурсов.
Для того, чтобы определить количество ресурсов:
- людей;
- рабочих мест;
- оборудования;
- запасов,
требуемых для получения нужного объема выпуска для каждого процесса, необходимы две величины.
Первая величина – это время выполнения операции, представляет собой сумму всех видов работ людей и машин. Время работы людей и машин суммируется отдельно.
Вторая величина - время такта, представляет собой отношение времени к объему производства. Оно рассчитывается путем деления времени, имеющегося в распоряжении для выполнения работы, на желаемый объем выпуска для каждого процесса. Такт устанавливает скорость обработки продукции в рамках определенного процесса для достижения требуемой выработки.
Такт = (рабочие минуты за смену) * (количество смен в день) / (объем выпуска в день).
Формула для расчета количества ресурсов имеет вид:
Количество ресурсов = (Время выполнения операции)/Такт
Дисбаланс оборудования в ячейке может выглядеть так:
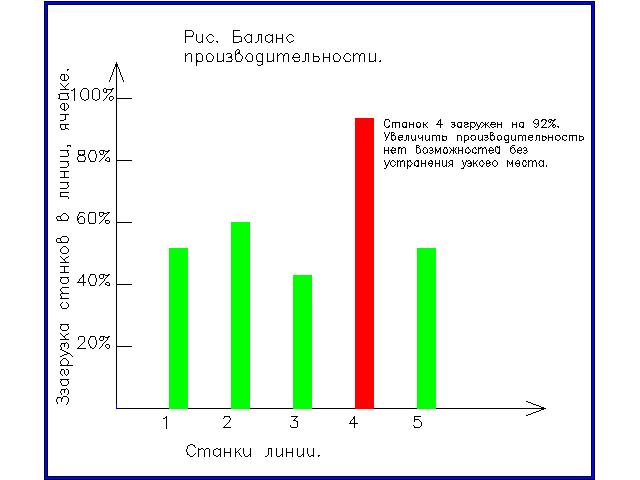
Образуется «узкое место» - оборудование под номером 4. В данном случае загрузка этого оборудования более 90% и при попытке увеличить производительность этого увеличения не произойдет.
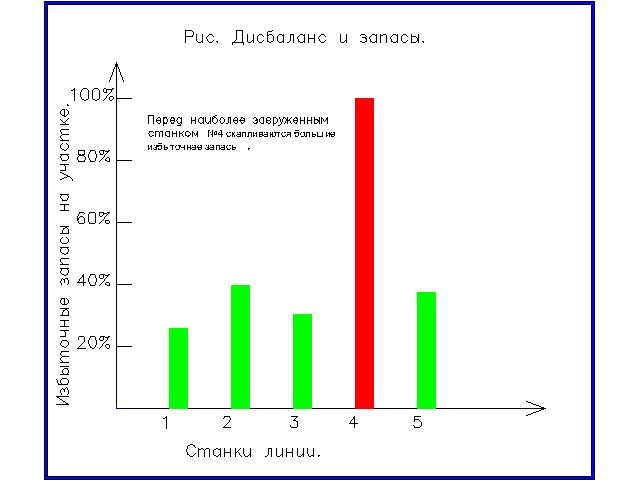
Перед этапом обработки на станке 4 будет скапливаться избыточное количество запасов незавершенного производства.
Избыточные запасы образуются в узком месте.
При организации бережливого производства руководствуются правилом:
- Дисбаланс человеческих ресурсов дороже дисбаланса оборудования.
Во многих случаях частичная загрузка оборудования обходится дешевле, чем переизбыток или нехватка людей. Поэтому многие производители имеют запас по мощности оборудования и тщательно следят за количеством работающих в ячейке людей.
Производственная ячейка позволяет разместить производство в случае экономии места.
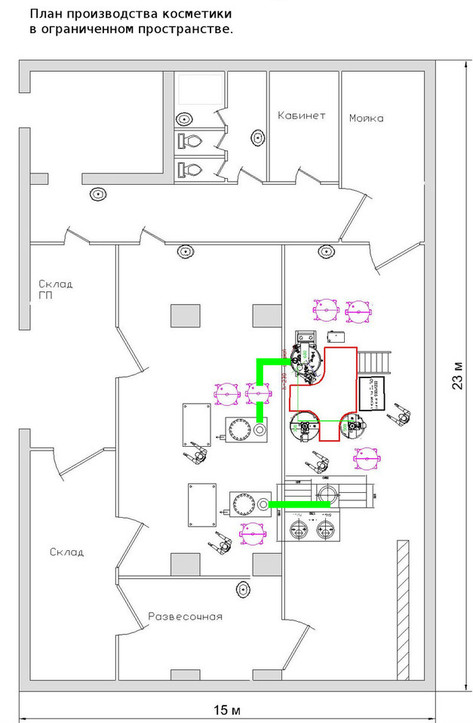
На плане показана производственная ячейка для производства косметической продукции. Приготовленная продукция подается на участок упаковки в пластиковые тубы. Площадь помещения небольшая и организация производственной ячейки позволяет разместить вспомогательные помещения. Пути движения материалов и персонала удовлетворяют гигиеническим требованиям.
Работа этой ячейки возможна при использовании системы Канбан и JIT для снижения объемов складских запасов. Наилучший вариант - снабжение ячейки материалами в точном соответствии с размером партии или сменной выработки.

Поделиться с друзьями: